
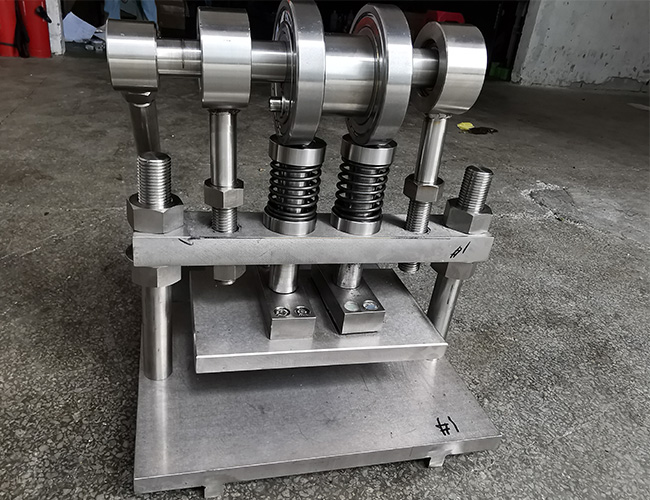




各類非標設備配件加工時,其加工方法是:機床主軸帶動珩磨工具(珩磨頭)旋轉,同時作直線上下往復運動,珩磨頭上的油石(磨桿)在一定的向外膨脹壓力作用下,去除工件表面的磨屑,磨掉螺旋交叉嚙合的磨損痕跡,主要用于加工發動機氣缸孔、壓縮機氣缸孔和連桿等精密孔。讓我們來看看珩磨的原理和特點。
各類非標設備配件加工
1.各類非標設備配件加工的原理。珩磨油石和工件被視為兩個相互研磨的表面。為了獲得高加工質量,孔壁上油石上的每個磨粒的運動軌跡不應在其相對往復運動中重復。加工時,油石和工件表面接觸,工件的加工余量(一般為0.01 ~ 0.08毫米,取決于不同的加工材料、加工批次和加工要求)通過以較低的切削速度和壓力進行磨削而可靠地去除。珩磨可顯著提高尺寸精度(小孔可達1 ~ 2微米,中孔可達10m,甚至更小)和形狀精度(小孔圓度可達0.5m,圓柱度可達1m,中孔圓度可達3m或更小);當孔長為300~500mm時,圓柱度小于5m,加工誤差分散范圍小,僅為1 ~ 3 m,加工表面質量高,表面粗糙度Ra值僅為0.4 ~ 0.04 m左右,甚至更小。一般來說,油石對工件的平均壓力P較小(約0.4 ~ 0.8兆帕),所以熱值較小。加工表面變質層很少,因為珩磨頭與工件,表面接觸,有許多磨粒參與切削,所以它也是一種有效的加工方法。
2.珩磨的特點。工件表面的十字紋除了具有較高的圓度、圓柱度和表面質量的加工精度和形狀精度外,還有利于油膜的形成和維持。因此,加工工件的使用壽命往往比其他加工方法加工的工件長一倍以上,特別適用于相對運動要求高的精密零件的加工。珩磨加工范圍更廣。除通孔外,還可加工不連續孔、盲孔、多臺階孔、擺線孔、平面、球面和齒面,適用于加工多種金屬材料。
服務熱線:13631565136
手機:18926579610
電話:0755-26740010
郵箱:senyuanmoju@126.com
地址:廣東省深圳市寶安區石巖街道水田工業區寶石東路123號7棟1樓

掃一掃關注我們


